



























































Défi
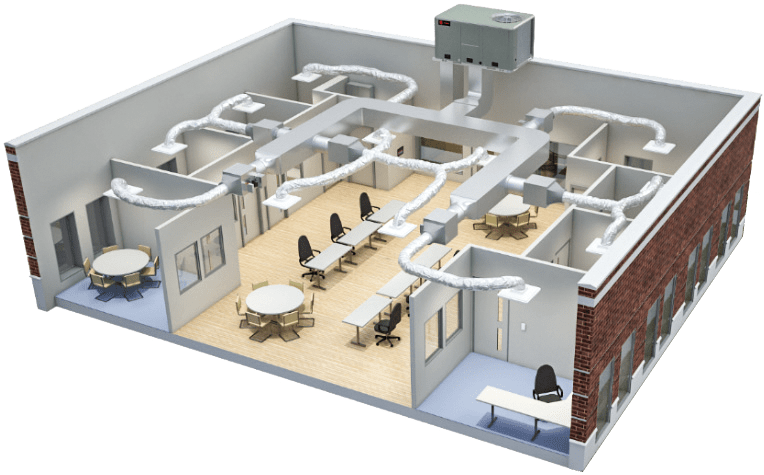
L’efficacité énergétique a été un élément clé dans les plans de Hunter visant à rénover un complexe de deux bâtiments de près de 49 000 pieds carrés. Les bâtiments adjacents, qui abritaient auparavant des ateliers industriels légers à faible taux d’occupation et des zones d’entreposage, ont été convertis en espaces de bureaux à occupation élevée pour leurs équipes d’ingénierie. Le complexe comprendrait également plus de 10 000 pieds carrés d’espace pour un centre d’entraînement pour les employés. En collaboration avec son entrepreneur en mécanique, l’entreprise a cherché une solution CVC qui s’alignerait sur son engagement envers la durabilité et son objectif de certification LEED.
Solution
Client de Trane depuis près de trente ans, Hunter Industries a discuté du projet avec les représentants de l’entreprise. Trane a proposé son système de débit de réfrigérant variable (VRF) pour répondre aux besoins de confort des employés et aux objectifs d’efficacité énergétique de l’entreprise. Après avoir évalué les avantages du système Trane, Hunter Industries a poursuivi le projet.
Un design innovant
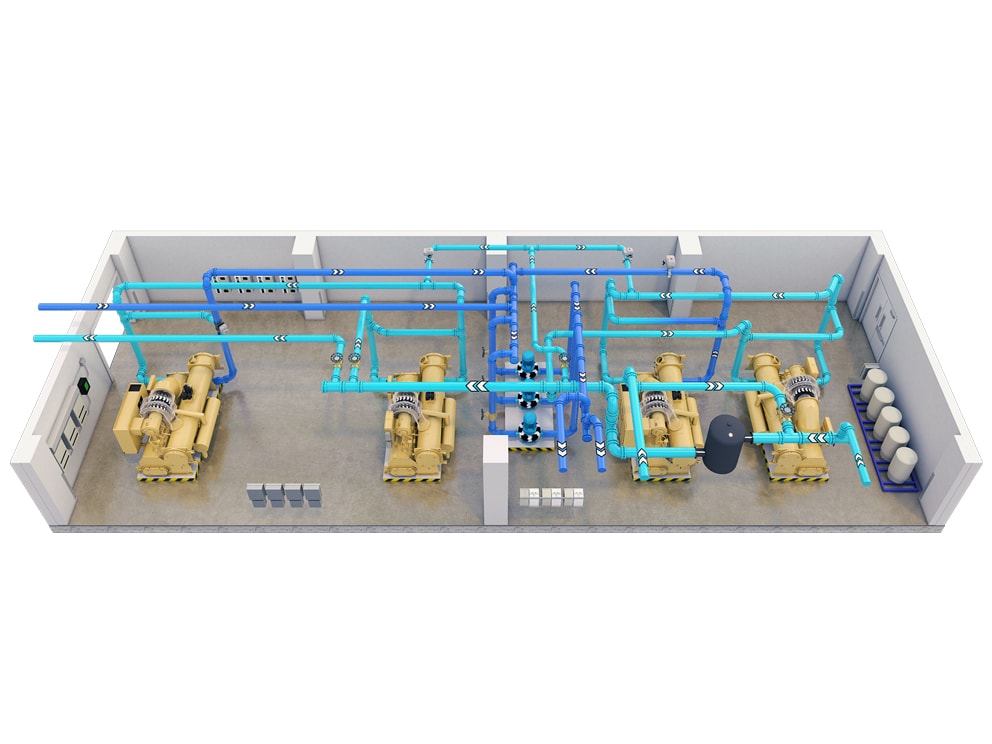
Plutôt que de déplacer l’air chauffé ou refroidi à l’intérieur d’un bâtiment comme de nombreux systèmes traditionnels, le système VRF Trane® déplace silencieusement le réfrigérant chauffé ou refroidi à l’intérieur d’un bâtiment à l’aide de tuyaux de petit diamètre. Le réfrigérant passe ensuite à travers les serpentins de chaque pièce servie, et les ventilateurs déplacent l’air au-delà des serpentins. Les ventilateurs, avec des niveaux sonores aussi bas que 23 dBA, transfèrent l’air chaud ou refroidi dans les pièces pour un environnement de bureau confortable.
Réduction des coûts d’installation
En éliminant le besoin d’installer des refroidisseurs et des conduits de remplacement, le VRF Trane® a répondu aux besoins de confort de Hunter Industries, tout en réduisant les coûts d’installation. Avec un faible encombrement et un aspect attrayant, les unités VRF ont également moins d’impact sur la structure existante et l’esthétique du bâtiment.
Minimiser la consommation d’énergie
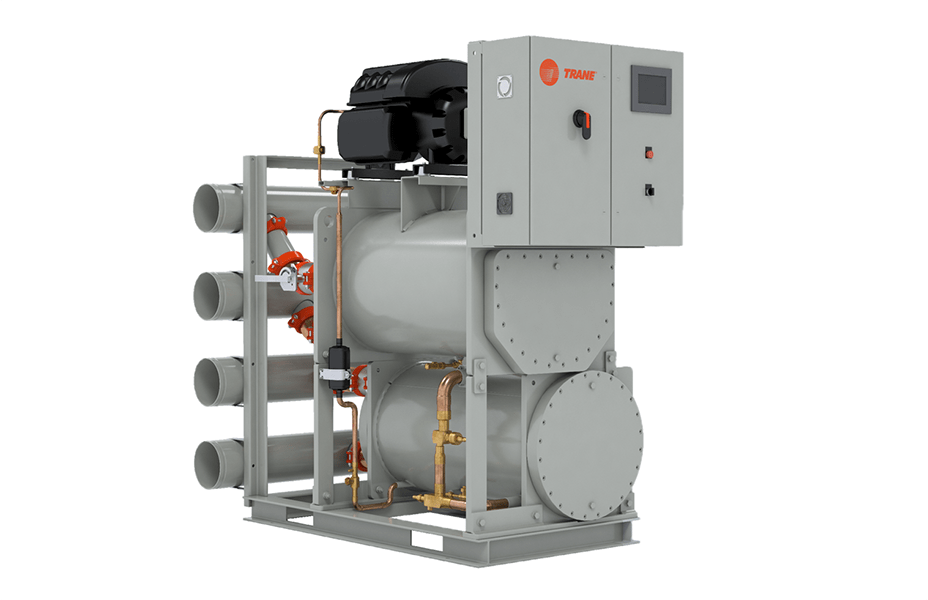
La technologie de compresseur innovante du VRF de Trane® offre efficacité, fiabilité et longévité. Grâce à l’utilisation d’une conception à trois tubes et d’une technologie d’injection de vapeur, les systèmes de récupération de chaleur VRF de Trane® améliorent les performances de chauffage et l’efficacité énergétique globale. La conception efficace et asymétrique en spirale du VRF augmente le débit de réfrigérant et la capacité de chauffage jusqu’à 20 %. Les compresseurs à vitesse variable haute performance adaptent précisément leur puissance aux niveaux de demande, ce qui permet à Hunter Industries de chauffer ou de refroidir les pièces, uniquement lorsqu’elles sont utilisées. Cela maximise le confort et minimise la consommation d’énergie.
Répondre à des besoins de confort variés
Les contrôleurs d’unité VRF Trane® peuvent être utilisés pour régler la température de la zone et la vitesse du ventilateur afin de réduire les coûts énergétiques, tout en fournissant simultanément un chauffage et un refroidissement selon les besoins. Grâce aux contrôles de zone individuels, Hunter Industries peut assurer le confort de ses bureaux à forte occupation et de ses salles d’entraînement à occupation variée.
Résultats
Conformément à l’engagement de Hunter Industries en matière de développement durable, un système DRV Trane® installé dans son complexe de bâtiments d’ingénierie contribue à réduire les coûts énergétiques. Le système silencieux avec commandes par zone répond aux divers besoins de confort des employés dans tout le complexe.
« Lorsque nous avons découvert le système DRV de Trane®, nous avons été intrigués par le contrôle de zone que nous pouvions obtenir avec ce système », a déclaré Todd Melton, ingénieur d’usine chez Hunter Industries. « Désormais, pour la première fois, nos employés peuvent avoir leur zone à la température qu’ils souhaitent. »
« Nous sommes fiers d’être une entreprise innovante », a déclaré Jeremy Handler, directeur du développement durable chez Hunter Industries. « Le VRF de Trane® est à la pointe de la technologie. Nous sommes satisfaits de son efficacité et de ses performances.